





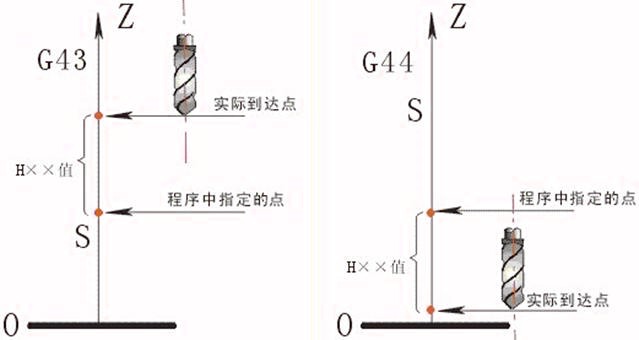
图1(b)、(c)表明由于刀具磨损、重磨或中途换刀致使刀具轴向没有达到或超出要求的加工深度,如果更改程序则比较麻烦,此时可以对Z方向进行刀具长度补偿。补偿量可以是要求深度与实际深度的差值,也可以是实际刀具和标准刀具长度的差值。刀具长度补偿指令有:轴向正补偿指令G43、轴向负补偿指令G44、长度补偿取消指令G49或G40,均为模态指令。正补偿指令G43表示刀具实际移动值为程序给定值与补偿值的和;负补偿指令G44表示刀具实际移动值为程序给定值与补偿值的差。
(a) (b) (c)
图1 刀具补偿
刀具长度补偿建立与取消的程序段格式分别为
G00/G01 G43/G44 Z_ H_ F_ ;
G00/G01 G49/G40 Z_ ;
式中,H代码中存放刀具的长度补偿值作为偏置量。
3)刀具补偿功能应用的优点
(1)简化编程工作量 在具有刀具半径补偿功能的数控系统中,手工编程时不必计算刀具中心轨迹,只需按零件轮廓编程即可。在加工时数控系统会根据输入的偏置量自动计算出刀具中心轨迹,并按刀具中心轨迹运动。当数控系统具有刀具长度补偿功能时,编程时不必考虑各把刀具不同的长度尺寸,加工时数控系统会根据输入的长度补偿偏置量自动计算出刀具在轴向的实际位置。这样,当刀具磨损、更换新刀、刀具安装有误差时,不必重新编制加工程序、重新对刀或重新调整刀具,只需改变偏置量即可。
(2)实现粗、精加工 具有刀具半径补偿的数控系统,编程人员不但可以直接按零件轮廓编程,还可以用同一个加工程序,对零件轮廓进行粗、精加工。如图2所示,在用同一把半径为R的刀具进行粗、精加工时,设精加工余量为Δ,则粗加工的偏置量为R+Δ,而精加工的偏置量改为R即可。
图2 粗精加工
(3)实现内外型面的加工 具有刀具半径补偿的数控系统,可用G42指令或正的偏置量得到A轨迹,用G41指令或负的偏置量得到B轨迹(如图3所示),于是便能用同一程序加工同一基本尺寸的内外型面。
图3 内外型面加工