| 刀具破损形式 | 形成原因 | 应对措施 | ||
| 名称 | 对应英文名称 | 图像 | ||
| 后刀面磨损 | Flank wear | 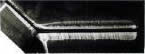 |
|
|
| 月牙洼磨损 | Crater wear |  |
|
|
| 积屑瘤 | Welding |  |
|
|
| 条纹状磨损 | Notching |  |
|
|
| 梳状裂纹 | Thermal cracking |  |
|
|
| 崩刃 | Flaking |  |
|
|
刀具常见的磨损形式


| 刀具破损形式 | 形成原因 | 应对措施 | ||
| 名称 | 对应英文名称 | 图像 | ||
| 后刀面磨损 | Flank wear | |
|
|
| 月牙洼磨损 | Crater wear | |
|
|
| 积屑瘤 | Welding | |
|
|
| 条纹状磨损 | Notching | |
|
|
| 梳状裂纹 | Thermal cracking | |
|
|
| 崩刃 | Flaking | |
|
|
版权声明:本站部分内容文章及图片来自互联网或自媒体,版权归属于原作者。如内容、图片有任何版权侵权问题,请联系我们处理,我们将在第一时间删除内容。
免责声明:数控信息网发布此文目的在于促进信息交流,不存在盈利性目的,此文观点与本站立场无关,不承担任何责任。未经证实的信息仅供参考,据此操作风险自担。如遇虚假诈骗信息,请立即举报