如图1所示,P是圆弧AB上任意一点,cd是圆弧在P点的切线,切线与X轴夹角为α。
显然刀具在P点的速度可认为与插补切线cd的速度基本相等,因此,由式(5-10)可知加工圆弧时刀具的进给速度是变化的,除了与插补脉冲频率f成正比外,还与切削点处半径同Y轴的夹角α有关,在0°和90°附近进给速度最快(为f),在45°附近速度为最慢(为0.707f),进给速度在(1~0.707) f间变化。
可见,无论加工直线还是圆弧时,刀具的进给速度变化范围较小,一般不做调整。
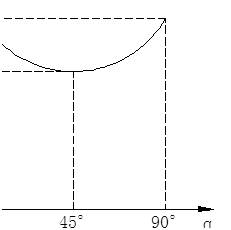
图1 逐点比较法圆弧插补速度分析


如图1所示,P是圆弧AB上任意一点,cd是圆弧在P点的切线,切线与X轴夹角为α。
显然刀具在P点的速度可认为与插补切线cd的速度基本相等,因此,由式(5-10)可知加工圆弧时刀具的进给速度是变化的,除了与插补脉冲频率f成正比外,还与切削点处半径同Y轴的夹角α有关,在0°和90°附近进给速度最快(为f),在45°附近速度为最慢(为0.707f),进给速度在(1~0.707) f间变化。
可见,无论加工直线还是圆弧时,刀具的进给速度变化范围较小,一般不做调整。
图1 逐点比较法圆弧插补速度分析
版权声明:本站部分内容文章及图片来自互联网或自媒体,版权归属于原作者。如内容、图片有任何版权侵权问题,请联系我们处理,我们将在第一时间删除内容。
免责声明:数控信息网发布此文目的在于促进信息交流,不存在盈利性目的,此文观点与本站立场无关,不承担任何责任。未经证实的信息仅供参考,据此操作风险自担。如遇虚假诈骗信息,请立即举报
0评论2023-05-29285
0评论2023-05-29595
0评论2023-05-29237
0评论2023-05-29342
0评论2023-05-29223
0评论2023-05-29241
0评论2023-05-29230
0评论2023-05-29266
0评论2023-05-29237
0评论2023-05-29264