

方法一、
O0001
G17 G40 G80
N001 G00 G91 G30 X0 Y0 Z0 T1;
M06;
G00 G90 G54 X-150. Y-100.;
G43 H01 Z10.M03 S1200;
G81 Z-25.R5.F200;
G91 X50. L6;
Y50.;
G91 X-50. L6;
Y50.;
G91 X50. L6;
Y50.;
G91 X-50. L6;
Y50.;
G91 X50. L6;
G00 G80 Z100.;
M30;
方法二
O0001
G17 G40 G80
N001 G00 G91 G30 X0 Y0 Z0 T1;
M06;
G00 G90 G54 X-150. Y-100.;
G43 H01 Z10.M03 S1200;
G81 Z-25.R5.F200;
M98 P001 L6;
G91 Y50.;
M98 P002 L6;
G91 Y50.;
M98 P001 L6;
G91 Y50.;
M98 P002 L6;
G91 Y50.;
M98 P001 L6;
G00 G80 Z100.;
M30;
方法三
O0001
G17 G40 G80
N001 G00 G91 G30 X0 Y0 Z0 T1;
M06;
G00 G90 G54 X-150. Y-100.;
G43 H01 Z10.M03 S1200;
G81 Z-25.R5.F200;
G37.1 X-50. Y-100.I50. J50. P7 K5;
G00 G80 Z100.;
M30;
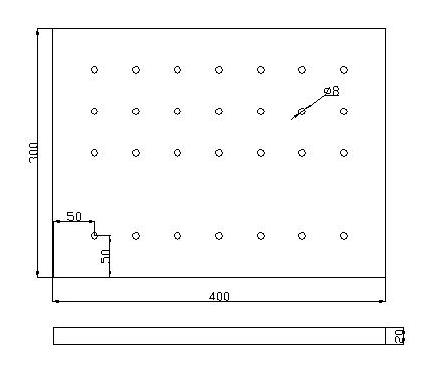
其中:G37.1 X-50. Y-100.I50. J50. P7 K5;(多打一次孔)
X、Y:表示第一个孔到工件原点之距离(绝对坐标)
I: X轴方向每孔间距
J: Y轴方向每孔间距
P: X方向孔数
K: Y方向孔数