

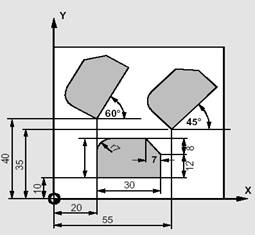
ROT RPL=…平面内选择
N10 G0 G17 G40 G71 G90 G94
N20 TRANS X20 Y10 ;绝对平移
N30 L1 ;子程序调用
N40 TRANS X55 Y35 ;绝对平移
N50 AROT RPL=45 ;坐标系旋转45°角
N60 L1 ;子程序调用
N70 TRANS X20 Y40 ;增量平移
N80 AROT RPL=60 ;增量旋转60°角
N90 L1 ;子程序调用
N100 TRANS ;取消零点偏移和旋转指令
N110 G0 G53 Z6 M5 M30
N120 M30
空间旋转
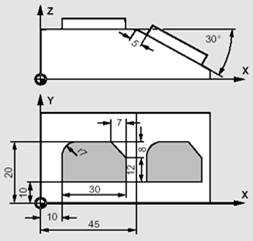
N10 G0 G17 G40 G71 G90 G94
N20 TRANS X10 Y10 ;绝对平移
N30 L1 ;子程序调用
N40 ATRANS X35 ;增量平移
N50 AROT Y30 ;关于Y轴旋转
N60 ATRANS X5 ;增量平移
N70 L1 ;子程序调用
N80 TRANS ;取消零点偏移和旋转指令
N90 M30
各轴旋转顺序如图
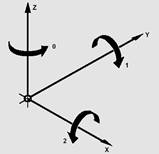
区别:
ROT X-90 Z45和ROT X-90 AROT Z45的区别
ROT X-90 Z45为坐标系绕X逆时针旋转90度,绕Z顺时针旋转45度。注意此时绕的Z轴是机床的实际Z轴
ROT X-90 AROT Z45为坐标系绕X逆时针旋转90度后绕Z顺时针旋转45度。这里绕的Z轴为机床的实际Y轴,因为ROT X-90时
已经把Z轴转换为Y轴了