

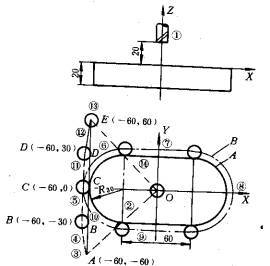
现在我们用Φ10的立铣刀铣削该零件的轮廓,零件的编程原点为0,加工路线为①-②-③-④-⑤-⑥-⑦-⑧-⑨- 10 - 11 - 12 - 13 - 14 。刀具补偿地址为D01,在加工前存入5,根据图上坐标值进行编程,程序如下
%0001
N01 G92 X0 Y0 Z20.0
N02 G90 G00 X-60.0 Y-60.0 S800 M03
N03 Z24.0 M08
N04 G41 G01 X-60.0 Y-30.0 D01 F100
N05 Y0
N06 G02 X-30.0 Y30.0 R30.0
N07 G01 X30.0 Y30.0
N08 G02 X30.0 Y-30.0 R30.0
N09 G01 X-30.0 Y-30.0
N10 G02 X-60.0 Y0 R30.0
N11 G01 X-60.0 Y30.0
N12 G40 G00 X-60.0 Y60.0 M09
N13 Z20.0
N14 X0 Y0
M05
N15 M30