

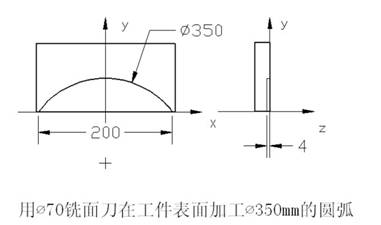
(1)分析:工厂中铣圆弧面是非常常见的,一般用于装配,对于圆弧加工精度一般要求不是太高,设Ф70洗面刀为一号刀编程如下:
(2)编程:
N10 G0 G17 G40 G71 G90 G94;设定XY加工平面,取消刀补,公制,绝对尺寸,直线进给率
N20 GEOAX() ;取消轴转换
N30 TRANS ;取消所有的frame
N40 STOPRE ;预处理停止,等待上面指令全部执行完以后再执行下面指令,防止程序发生混乱
N50 SUPA ;仰制当前零点偏移
N60 L106(1) ;调Ф70铣面刀
N70 G0 G17 G90 G54 X30 Y-10 S850 F1100 D1 T1 M7 ;G54加工坐标系,T1 长度补偿,1号刀沿
N80 G0 Z20 M3
N90 G1 Z0
N100 L1 ;调用L1子程序
N110 G0 Z20
N120 G0 X30 Y-10
N130 G1 Z-2.5
N140 L1
N150 G0 Z20
N160 G0 X30 Y-10 S1000 ;最一刀提高主轴速度,保证表面光滑度
N170 G1 Z-4
N180 L1
N190 G0 Z60 D0 M5 M9
N200 M30
L1.SPF
N10 G1 X30 Y0
N20 G3 X-30 Y0 CR=30 ;把刀具半径计算到走刀路径中,先铣半径30mm半圆弧
N30 G1 X-65 Y0
N40 G2 X65 Y0 CR=140 ;铣半径140mm圆弧
N50 G1 Y-10
N60 M17 ;子程序结束