用G71和G82指令编写车削图1所示工件的加工程序。
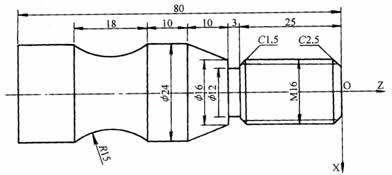
图1 编程实例一
1号刀为90°外圆车刀,基准刀;
2号刀为车槽刀,主切削刃宽3mm,左刀尖为刀位点;
3号刀为60°螺纹车刀;
4号刀为切断刀,主切削刃宽3mm,刀头长30mm,左刀尖为刀位点。
加工程序如下:(略)


用G71和G82指令编写车削图1所示工件的加工程序。
图1 编程实例一
1号刀为90°外圆车刀,基准刀;
2号刀为车槽刀,主切削刃宽3mm,左刀尖为刀位点;
3号刀为60°螺纹车刀;
4号刀为切断刀,主切削刃宽3mm,刀头长30mm,左刀尖为刀位点。
加工程序如下:(略)
版权声明:本站部分内容文章及图片来自互联网或自媒体,版权归属于原作者。如内容、图片有任何版权侵权问题,请联系我们处理,我们将在第一时间删除内容。
免责声明:数控信息网发布此文目的在于促进信息交流,不存在盈利性目的,此文观点与本站立场无关,不承担任何责任。未经证实的信息仅供参考,据此操作风险自担。如遇虚假诈骗信息,请立即举报
0评论2025-02-081045
0评论2025-02-081175
0评论2025-02-081039
0评论2025-02-081148
0评论2025-02-081078
0评论2025-02-081112
0评论2025-02-081104
0评论2025-02-081064
0评论2025-02-081088
0评论2025-02-081029