

1)外圆切削循环指令格式:
G90 X(U)____Z(W)____F____:
如图所示,该循环主要用于轴类零件的外圆、锥面的加工。X(U)、Z(W)为车削循环中车削进给路径的终点坐标,在使用增量值指令时,U、W数值符号由刀具路径方向来决定。在循环加工过程中,除切削加工时,刀具按F指令速度运动外,刀具在切入、退出工件和返回起始点都是快速进给速度(G00指令的速度)进行的。
2)锥面切削循环指令格式:
G90 X(U) ____Z(W) ____R____F____;
如图3-15b所示,R为锥度部分大端与小端之半径差。以增量值表示,其正负符号取决于锥端面位置,当刀具起于锥端大头时,R为正值:起于锥端小头时,R为负值。即起始点坐标大于终点坐标时R为正,反之为负。如图中Z、R均为负值。
G90指令及指令中各参数均为模态值,每指定一次,车削循环一次,指令中的参数,包括坐标值,在指定另一个G指令(G04指令除外)前保持不变。用G90进行粗车时,每次车削一层余量,再次循环时只需按车削深度依次改变X的坐标值,则循环过程依次重复执行。
3)编程实例
①圆柱面粗车
如图a所示,零件右端外径为Φ20,左端外径为外径为Φ32,直径相差很大,加工余量较大,因此,在精车前,必须将大部分余量去除,为此,可使用G90车削循环指令编写粗车程序,每次车削深度沿X向为lmm,留0.2mm精车余量,则粗车程序为:
……
N30 G90 X31.0 Z 10.5 F0.4;粗车开始程序段,第1次车削深度0.5mm,进给率0.4mm/r
N32 X29.0; 第2次粗车,车削深度lmm,其余参数不变
N34 X27.0; 第3次粗车,车削深度lmm
N36 X25.0; 第4次粗车,车削深度lmm
N38 X23.0; 第5次粗车,车削深度lmm
N40 X20.4; 最后一次粗车,车削深度1.3mm,留0.2mm精车余量。
……
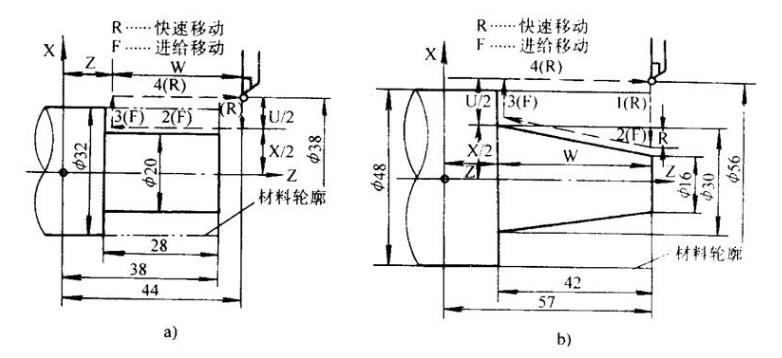
②圆锥面粗车
如图b所示,零件圆锥面小端外径为Φ16,大端外径为Φ30,棒料外径为Φ48,按锥面粗车符号确定规则,R=16/2-30/2=-7,沿X方向车削度lmm,留0.2mm用于精车,粗车程序如下:
……
N30 G90 X47.0 Z14.5 R-7.0 F0.4; 定义粗车开始程序段,第1次车削深度0.5mm,进给率0.4mm/r
N32 X45.0; 第2次粗车,车削深度lmm,其余参数不变
N34 X43.0; 第3次粗车,车削深度lmm
N36 X41.0; 第4次粗车,车削深度lmm
N38 X39.0; 第5次粗车,车削深度lmm
N40 X37.0; 第6次粗车,车削深度lmm
N42 X35.0; 第7次粗车,车削深度lmm
N44 X33.0; 第8次粗车,车削深度lmm
N46 X31.0; 第9次粗车,车削深度lmm
N48 X29.0; 第10次粗车,车削深度lmm
N50 X21.0; 第11次粗车,车削深度lmm
N52 X19.0; 第12次粗车,车削深度lmm
N54 X16.4; 最后一次粗车,车削深度lmm,留0.2mm精车余量
……