

如果NC程序使用刀具半径补偿指令,在运行此程序之前必须通过刀具偏置的方法设定刀具半径补偿值,还可以通过刀具偏置的方法调整刀具半径的补偿量。刀具偏置有绝对值方式和增量值方式两种输入方法,采用哪一种输入方式由机床的内定参数设定。
1. 绝对值方式输入刀具偏置量
输入刀具偏置量的方法,按刀具偏置功能键MENU OFFSET ,在CRT上显示刀具偏置页面,如图1所示,按↓PAGE钮可以调整显示页面。
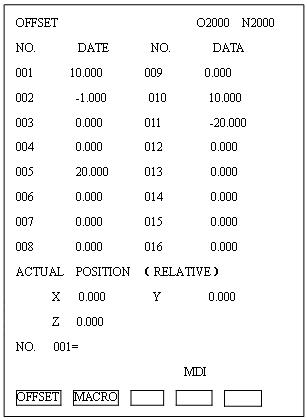
图1 刀具偏置表页面
1)选定刀具偏置号
选定刀具编置号有二种方法,一种方法是按CURSOR↓或↑光标键,移动光标至要找的刀具偏置号处,如果连续按光标按钮,光标在屏幕上顺序移动,直至找到需要的刀具偏置号(如果移动光标超出这一页面,将进入下一页面);另一种方法是按NO Q P按钮,输入要找的刀具偏置号,再按INPUT按钮,从而选定需要的刀具偏置号。
2)输入刀具偏置值(带小数点也可以)
按INPUT键,输入刀具偏置值,如图2所示,刀具偏置号为25,输入刀具偏置值为15.4mm。
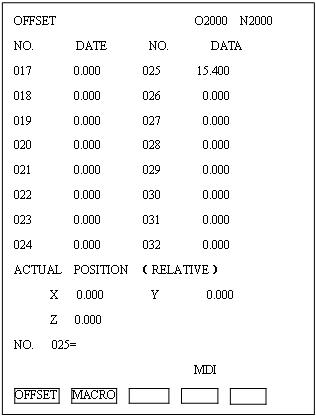
图2 刀具偏置输入示意
2. 增量值方式输入刀具偏置量
增量值方式输入刀具偏置量是指输入刀具偏置量的减少量或增加量。
例如
当前刀具偏置量 5.678
输入刀具偏置量(增量值) 1.5
屏幕显示刀具偏置量 7.176(5.678+1.5)
增量值方式输入刀具偏置量的方法同绝对值方式输入刀具偏置量的方法基本相同,但存储的刀具偏置量为原来刀具偏置量与输入刀具偏置量增量的代数和。
3. 注意
本机床输入刀具偏置量的方式为增量方式输入刀具偏置量。
在自动运行期间,当刀具偏置量被修改时,新的刀具偏置量不是立刻有效,只有程序再次出现H代码时,并且H代码指定的刀具偏置号与表内修改的刀具偏置号相符合时才有效。