

螺纹切削复合循环
( G76 ) G78C(m ) R ( r ) E ( e ) A ( a ) x ( u } Z ( w ) l ( I ) K ( k ) U ( d ) v (△dmin ) Q (△d ) P ( p ) F ( l )
见图1-39 所示,其中
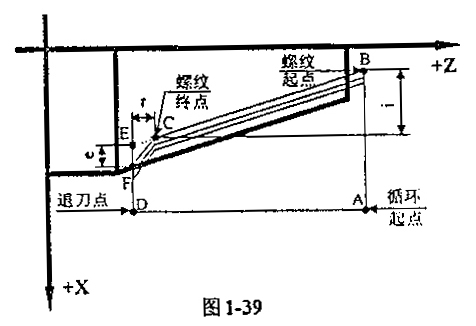
m、为精整车削次数(1一99)。
f、为螺纹收尾Z轴长度,其为增量值。
θ、为螺纹收尾X轴长度,其为增量值。
α、为螺纹牙型角,即刀尖角度,可在80、60、55、30、29、0六种角度中选择
u、绝对指令时为螺纹终点C的X轴坐标值:增量指令时为螺纹终点C,相对循环起点A在X袖向的距离。
w、为绝对指令时螺纹终点C的Z轴坐标值:增量指令时为螺纹终点C相对循环起点A在Z轴向的距离。
i、为螺纹起点B与终点C的半径差。
k、为螺纹牙型高度,其为半径值。
d、为精加工余量,其为半径值。
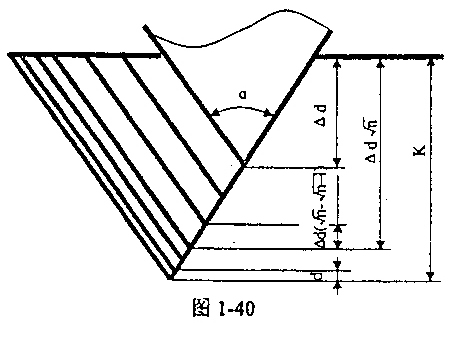
△dmln、为最小切削深度。即当第几次切削,深度△d(}、小于此值时,以该值进行切削,其为半径值。
△d 、d、为第一次切削深度.其为半径值。
I、为螺纹导程(同G32 )
图1-40所示为螺纹循环加工中吃刀深度的分布情况。
例如:(见图1-41)
%1041
N1 G92 X100 Z110
N2 M03
N3 G91 X-10 Z-5
N4 G78 C2R-3E1.3A60X-30.598 Z-751,7.5K1.299U0.1 V0.2Q0.9 F2
N5 G90 X100 Z110 M05
N6 M30