动态列表
SINUMERIK 840D数控系统的可编程的镜像,MIRROR,AMIRROR指令和编程 可编程的镜像,MIRROR,AMIRRORN10 G0 G17 G40 G71 G90 G94N20 L1 ;加工第一个轮廓,右上角N30 MIRROR X0;关于Y轴镜像,对于X轴方向相反N40 L1 ;加工第二个轮廓,左上角N50 AMIRROR Y0 ;关于X轴镜像,对于Y轴方向相反N60 L1;加工第三个轮廓,左下角N70 MIRROR Y...
ZH7640立式加工中心由北京第三机床厂生产,采用华中铣床、加工中心数控系统;加工范围600mm×400mm×500mm;刀库可容纳20把刀;可用于镗、铣、钻、铰、攻丝等各种加工。实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图1所示的零件,其中正五边形外接圆...
FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△ X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。G△△可以是G98和G99,G98和G99两个模...
如图c所示,加工方板上13个直径不同、深度不同的孔,所用刀具及加工程序如下:在加工过程中,由于所用三把刀的长度不同,故需设定刀具长度补偿。T11号刀具长度补偿量设定为+200.0,则T15号刀具长度补偿量为+190.0,T31号刀具长度补偿量为+150.0。图c 加工工件及加工...
下面介绍平面图形直线与圆弧加工程序的编制,图1是磁钢瓦型块模具图,用立式加工中心加工此模具的程序如下:图1磁钢瓦型块模具O1002N10 M06 (使用f 20立铣刀)N20 G90 G00 G54 X5.0 Y30.0N30 Z0N40 M03 S300 F30 M08N50 G01 G42 D1 X15.0 Y47.7 (D1=10.2)N60 X20.0 Y6...
图1为轴承支座零件图。工艺为:在卧式加工中心上一次装夹,使用反镗固定循环等功能,不转动工作台,以保证同轴度要求。图1轴承支座O1001N10 M06 T01N20 G00 G90 G55 X0 Y0 Z0N30 M03 S350 M08N40 G76 G99 Z-85.0 R-5.0 Q0.3 F40采用精镗循环镗f 35H9孔N50 M05 M09N60...
一、问题的提出北方奔驰重庆变速器公司承接了如图1所示的链轮加工,铣削外形安排在引进的辛辛那提马刀750型立式加工中心上进行。分析零件图可以看出,该零件在圆周上均匀分布了8个相同的槽,全部是圆弧连接。如果按照直接编程方法,则要计算大量的圆弧切点坐标。虽然...
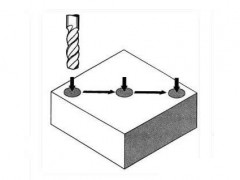
如图1,沿任意一条直线钻等距的孔。若使用配备FANUC-6M系统的立式加工中心,则加工程序如下:图1沿直线钻等距孔O1000N10 G92 X400.0 Y300.0 Z320.0建立加工坐标系N20 M06 T00换上中心钻N30 G90 G00 X0 Y0 X、Y向定位N40 Z0 Z向定位N50 M03 S500 F30主轴启动N60 G81 G...
在前面介绍的常用加工指令中,每一个G指令一般都对应机床的一个动作,它需要用一个程序段来实现。为了进一步提高编程工作效率, FANUC-Oi系统设计有固定循环功能,它规定对于一些典型孔加工中的固定、连续的动作,用一个G指令表达,即用固定循环指令来选择孔加工方式...
使用刀具长度补偿功能和固定循环功能加工如图5.13所示零件上的12个孔。图5.13 零件图样图5.14 刀具图1、分析零件图样,进行工艺处理该零件孔加工中,有通孔、盲孔,需钻、扩和镗加工,故选择钻头T01、扩孔刀T02和镗刀T03,加工坐标系Z向原点在零件上表面处。由于有...
孔加工固定循环通常由以下6个动作组成:动作1——X轴和Y轴定位 使刀具快速定位到孔加工的位置动作2--快进到R点 刀具自初始点快速进给到R点。动作3--孔加工 以切削进给的方式执行孔加工的动作。动作4--在孔底的动作 包括暂停、主轴准停、刀具移位等等的动作。动作5一... |