动态列表
1、工件材料及毛坯模具工作零件一般采用锻造毛坯,其线切割加工常在淬火与回火后进行。由于受材料淬透性的影响,当大面积去除金属和切断加工时,会使材料内部残余应力的相对平衡状态遭到破坏而产生变形,影响加工精度,甚至在切割过程中造成材料突然开裂。为减少这种...
数控电火花线切割机床既是数控机床,又是特种加工机床,它区别于传统机床部分是:1.数控装置和伺服系统,2.不是依靠机械能通过刀具切削工件,而是以电、热能量形式来加工。电火花加工在特种加工中是比较成熟的工艺。在民用,国防生产部门和科学研究中已经获得了广泛...
编制如图7.7所示端盖的加工程序图7.7端盖1、工艺分析此零件加工中需要保证的精度是孔之间的位置精度,以及孔的精度。由于外形轮廓已预先加工,装夹以两侧与底面定位,用平口虎钳装夹并找正。刀具参数及切削用量的选择见表7.2所示。表7.2刀具参数及切削用量的选择工艺...
解:选用T1=ф20铣刀、T2=中心钻、T3=ф6中心钻。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X0 Y0 Z0;G43 H01 Z20 M13 S1000;Z-42.;G01 G42 D01 X-50. F400;G02 I50.J0.F150;G00 Y0.;G40 Z100.;G00 G90 G54 X-110. Y-100.;Z-42.;G01 G41 X-90. F...
解:选用T1=中心钻、T2=ф8中心钻、T3=ф8.8中心钻、T4=M10丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G55 X-125.Y-50.;G43 H01 Z10 M03 S1800;G99 G81 Z-22. R-17 F200;Y0.;Y50.;X-75.;Y0.;G98 Y-50.;Z-3. R3.X0.;Y0.;Y50.;X75. ;...G00 G80 Z...
解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X175.Y-80.;G43 H01 Z10 M03 S1800;Z-52.;GO1 G41 D01X150. Y-160.F400;X50. F150;Y-140.;G03 X-50. Y-140. R50. F150;G01 Y-160.;X-...
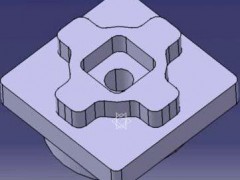
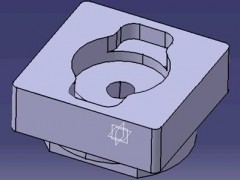
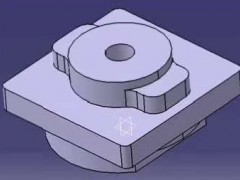
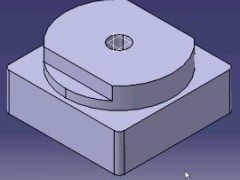
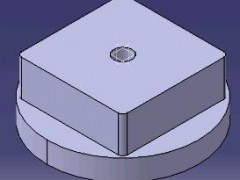
加工毛坯240X240X30到如图所示尺寸200X200X20并加工孔。解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。G17 G40 G80N002 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X-200. Y-100.;G43 H01 Z20.M13 S600;Z5.;G01 X80.F300;Y0.;X-80.;Y100.;...
|