





工艺设计时,主要考虑精度和效率两个方面,一般遵循先面后孔、先基准后其它、先粗后精的原则。加工中心在一次装夹中,尽可能完成所有能够加工表面的加工。对位置精度要求较高的孔系加工,要特别注意安排孔的加工顺序,安排不当,就有可能将传动副的反向间隙带入,直接影响位置精度。例如,安排图5.6a所示零件的孔系加工顺序时,若按图5.6b的路线加工,由于5. 6孔与1.2.3.4孔在Y向的定位方向相反,Y向反向间隙会使误差增加,从而影响5.6孔与其它孔的位置精度。按图5.6c所示路线,可避免反向间隙的引入。
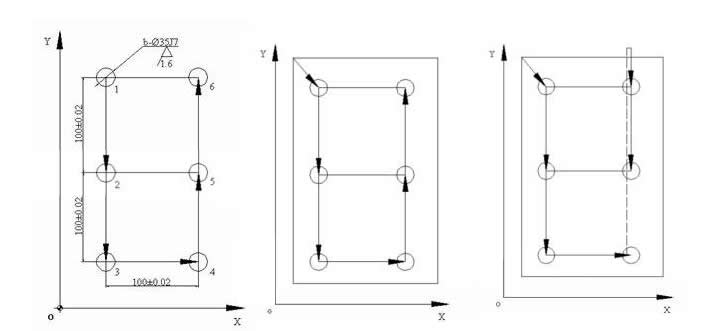
a)零件图样 b)加工路线1 c)加工路线2
图5.6 镗孔加工路线
加工过程中,为了减少换刀次数,可采用刀具集中工序,即用同一把刀具把零件上相应的部位都加工完,再换第二把刀具继续加工。但是,对于精度要求很高的孔系,若零件是通过工作台回转确定相应的加工部位时,因存在重复定位误差,不能采取这种方法。