





锥螺纹加工:
格式:G32 X (U)__ Z (W)__ F__
X-直径上的终点坐标值,U为从起刀点到螺纹指定直径的距离
Z---加工螺纹走刀长度,W为从起刀点到螺纹指定长度的距离
F---螺距,当多头时为导程
说明:
1)G32锥螺纹属单一过程螺纹加工,加工中要有G00或G01指令配合使用;
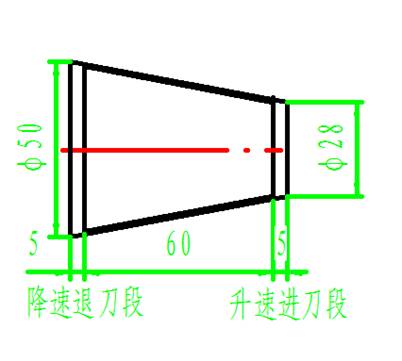
2)螺纹加工必须设置升速进刀段与降速退刀段,其经验公式如上;
如下图所示锥螺纹加工程序:
程序名:O0001
N1 G00 X25 Z5 快速定位
N2 G33 X49 Z-65 F__ 加工螺纹
N3 G01 X52 F100
N4 G00 Z5 退刀
N5 G00 X26 定位
N6 G33 X48 Z-65 F__ 加工螺纹
N7 G01 X52 F100
N8 G00 Z5 退刀