





飞轮螺栓的车削数控程序;
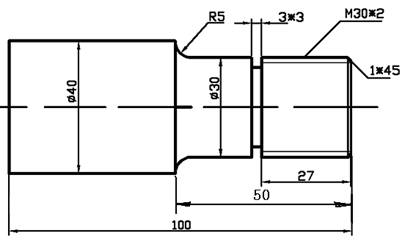
零件毛坯棒料直径为45mm,材料为45钢,考虑到该零件有螺纹,退刀槽,故需要三把刀具,程序如下
G00 X100 Z200 T0101; (设定安全位置,换1号刀,调用1号刀补)
M03 S02; (主轴正转低速)
G99 F0.1; (指定进给量,每转0.1毫米)
G00 X45 Z0; (快速靠近工件,准备切削端面)
G01 X0; (端面切削)
G00 X45 Z1; (快速退刀,准备粗车外圆)
G90 X40.5 Z-100; (外圆粗车循环,车削外圆直径40mm)
X35.5 Z-45; (外圆粗车循环,车削外圆直径35mm)
X30.5; (车削外圆直径达30.5mm)
G00 X28; (快速进刀到X28,准备精车外圆并倒角)
G01 Z0; (慢速接触工件端面,准备倒角)
U2 W-1; (倒角1*45,用相对值编程)
Z-45; (精车外圆直径30mm)
G02 X40 Z-50 R5; (车削圆弧R5)
G01 Z-100; (精车外圆直径40mm)
G00 X100 Z200; (快速退刀到安全位置)
T0303; (换成3号切刀,调用3号刀补)
G00 Z-30; (快速进刀,准备切槽)
X32; (快速靠近X32,准备切槽)
G01 X24; (切槽到X24)
G04 X1; (暂停指令1秒)
G00 X100; (在X方向上退刀)
Z200; (在Z方向上退刀)
T0202; (换2号螺纹刀,执行2号刀补)
G00 X35 Z5; (快速靠近工件,准备切螺纹)
G92 X29.5 Z-28 F2; (螺纹切削循环,第一刀深度单边0.25mm)
X29; (第二刀切削螺纹达X29)
X28.5; (第三刀切削螺纹达X28.5)
X28.2; (第四刀切削螺纹达X28.2)
X28; (第五刀切削螺纹达X28)
G00 X100 Z200 ; (快速退刀到安全位置)
T0101; (换1号刀,执行1号刀补)
G00 X100 Z200; (1号刀退回安全位置)
M05; (主轴停转)
M30; (程序结束)