





圆弧插补指令命令刀具在指定平面内按给定的F进给速度作圆弧插补运动,用于加工圆弧轮廓。圆弧插补命令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03两种。其指令格式如下:
顺时针圆弧插补的指令格式:
使用圆弧插补指令,可以用绝对坐标编程,也可以用相对坐标编程。绝对坐标编程时,X、Z是圆弧终点坐标值;增量编程时,U、W是终点相对始点的距离。圆心位置的指定可以用R,也可以用I、K,R为圆弧半径值;I、K为圆心在X轴和Z轴上相对于圆弧起点的坐标增量; F为沿圆弧切线方向的进给率或进给速度。
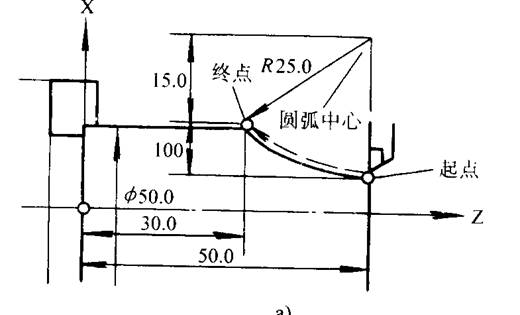
当用半径R来指定圆心位置时,由于在同一半径R的情况下,从圆弧的起点到终点有两种圆弧的可能性,大于180°和小于180°两个圆弧。为区分起见,特规定圆心角α≤180°时,用“+R”表示;α>180°时,用“-R”。注意:R编程只适于非整圆的圆弧插补的情况,不适于整圆加工。例如,图3-13中所示的圆弧从起点到终点为顺时针方向,其走刀指令可编写如下:G02 X50.0 Z30.0 I25.0 F0.3; 绝对坐标,直径编程,切削进给率0.3mm/r
G02 U20.0 W-20.0 I25.0 F0.3; 相对坐标,直径编程,切削进给率0.3mm/r
G02 X 50. 0 Z30.0 R25.0 F0.3; 绝对坐标,直径编程,切削进给率0.3mm/r
G02 U20.0 W-20.0 R25.0 F0.3; 相对坐标,直径编程,切削进给率0.3mm/r