
1) 端平面切削循环
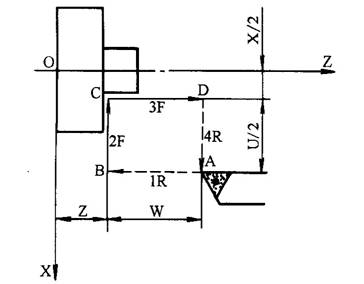
程序段格式为:
G81 X Z F
G81与G80的区别只是切削方向的不同,G81的切削方向是X轴方向,主要适用于X向进给量大于Z向进给量的情况
2) 端锥面切削循环
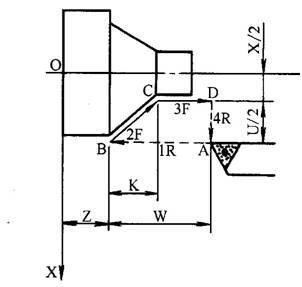
程序段格式为::
G81 X Z K F
K值为切削起点B与切削终点
C的X坐标值之差(半径值)。





动态详情
数控车端平面切削、端锥面切削循环
1) 端平面切削循环
程序段格式为: G81 X Z F G81与G80的区别只是切削方向的不同,G81的切削方向是X轴方向,主要适用于X向进给量大于Z向进给量的情况 2) 端锥面切削循环
程序段格式为:: G81 X Z K F K值为切削起点B与切削终点 C的X坐标值之差(半径值)。 |